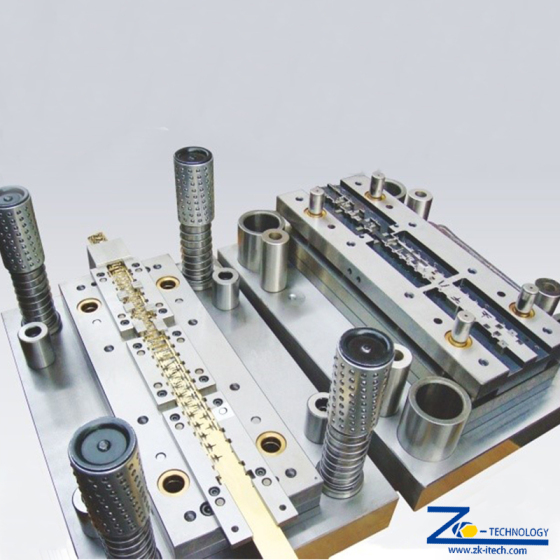
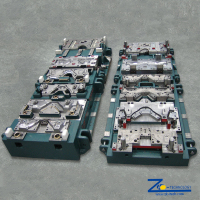
Többállomásos progresszív présszerszám
A többállomásos progresszív sajtolószerszám olyan fémmegmunkálási módszer, amely magában foglalhatja a lyukasztást, a vágást, a hajlítást és a fém alapanyagok módosításának számos egyéb módját, automata adagolórendszerrel kombinálva.
- információ


Az adagolórendszer egy fémcsíkot nyom át (amint az letekerődik egy tekercsről) a progresszív sajtolószerszám összes állomásán.
[1] Minden állomás egy vagy több műveletet hajt végre, amíg el nem készül egy kész alkatrész. A végső állomás egy levágási művelet, amely elválasztja a kész részt a hordozószalagtól. A hordozószalagot a korábbi műveletek során kilyukasztott fémmel együtt fémhulladékként kezelik. Mindkettőt levágják, leütik (vagy a szerszámokból), majd kidobják a szerszámkészletből, és a tömeggyártás során gyakran hulladéktárolókba kerülnek a föld alatti hulladékanyag szállítószalagokon keresztül.
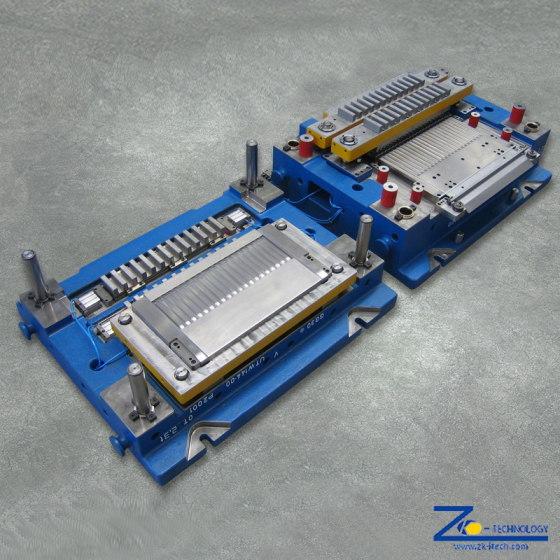
A progresszív sajtoló szerszámot egy dugattyús sajtolóprésbe helyezik. Ahogy a prés felfelé mozog, a felső szerszám együtt mozog, ami lehetővé teszi az anyag adagolását. Amikor a prés lefelé mozog, a szerszám bezárul és végrehajtja a bélyegzési műveletet. A prés minden egyes löketével egy kész alkatrészt eltávolítanak a szerszámból.
Mivel mindegyikben további munkát végeznek"állomás"Fontos, hogy a szalag nagyon pontosan haladjon előre, hogy az állomásról állomásra való mozgás során néhány ezred hüvelykben illeszkedjen. Golyó alakú vagy kúpos"pilóták"ennek az igazításnak a biztosítására adjon be korábban áttört kerek lyukakat a szalagba, mivel az adagoló mechanizmus általában nem tudja biztosítani a szükséges pontosságot az előtolási hosszban.
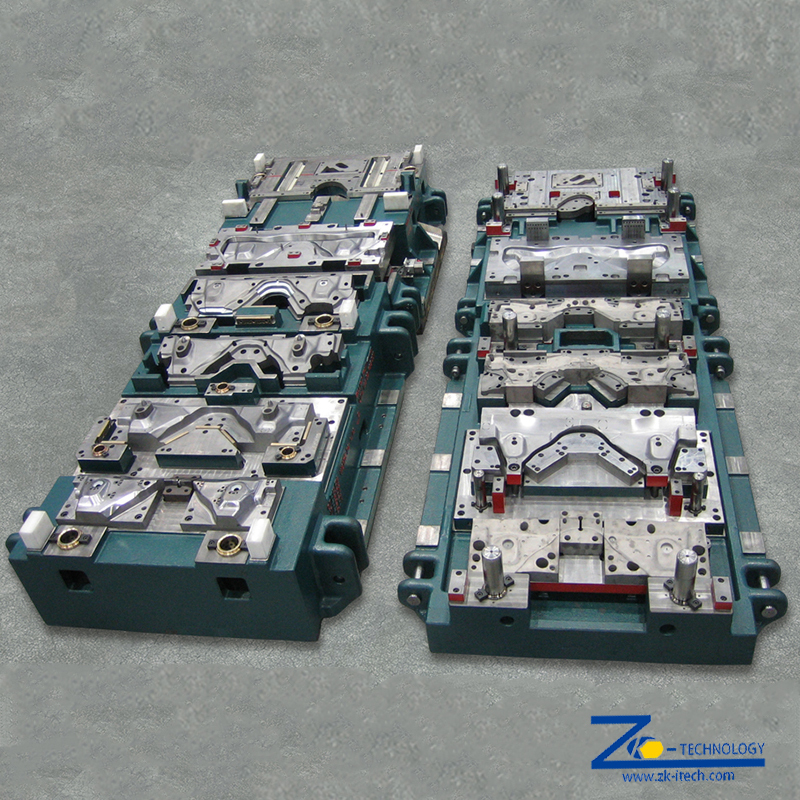
Progresszív bélyegzés transzfer préseken is előállítható. Ezek olyan prések, amelyek az alkatrészeket mechanikus eszközökkel szállítják egyik állomásról a másikra"ujjait".
[2] Olyan bélyegzett alkatrészek tömeggyártása esetén, amelyek bonyolult nyomdai műveleteket igényelnek, mindig ajánlatos progresszív présgépet használni. Az ilyen típusú présgépek egyik előnye a gyártási ciklusidő. Alkatrésztől függően a produkciók könnyen 800 rész/perc feletti sebességet is elérhetnek. Ennek a préstípusnak az egyik hátránya, hogy nem alkalmas nagy pontosságú mélyhúzásra, amikor a sajtolás mélysége meghaladja az alkatrész átmérőjét. Szükség esetén ezt a folyamatot egy transzferprésen hajtják végre, amely lassabb sebességgel működik, és a mechanikus ujjakra támaszkodik, hogy a komponenst a teljes alakítási ciklus alatt a helyén tartják. A progresszív prés esetében az alakítási ciklusnak csak egy részét lehet rugóterhelésű hüvelyekkel vagy hasonlókkal irányítani, ami koncentricitási és ovális problémákat, valamint nem egyenletes anyagvastagságot eredményez. A progresszív prések további hátrányai a transzferprésekhez képest: megnövekedett nyersanyagbevitel szükséges az alkatrészek átviteléhez, a szerszámok jóval drágábbak, mert blokkban készülnek, állomásonként nagyon kevés önálló szabályozással; lehetetlen a présben olyan folyamatokat végrehajtani, amelyek megkövetelik, hogy az alkatrész elhagyja a szalagot (például szegélyezés, nyakkivágás, peremgöndörítés, menethengerlés, forgósajtolás stb.).
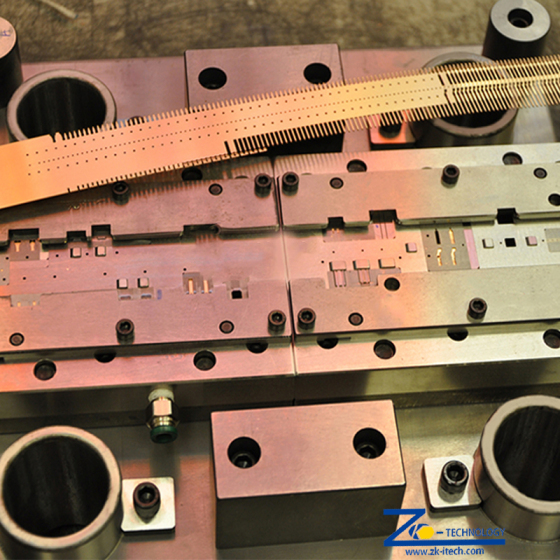
[3] A matricák általában szerszámacélból készülnek, hogy ellenálljanak a nagy ütési terhelésnek, megőrizzék a szükséges éles vágóélt, és ellenálljanak a koptató erőknek.
A költségeket a funkciók száma határozza meg, amelyek meghatározzák, hogy milyen szerszámokat kell majd használni. Javasoljuk, hogy a funkciók a lehető legegyszerűbbek legyenek, hogy a szerszámok költsége minimális legyen. Az egymáshoz közel lévő funkciók problémát okoznak, mert előfordulhat, hogy nem biztosítanak elegendő távolságot a lyukasztáshoz, ami egy másik állomáshoz vezethet. Problémát okozhat a keskeny vágások és kiemelkedések is.
Előnyeink
Szakmai fejlődési és tervezési képesség
Tapasztalt kutató-fejlesztő csapatunk van, és az összetett, nehéz formák gyorsan formázhatók és pontosan megtervezhetők.
Minőségbiztosítás
A vállalat fejlett tesztelő berendezésekkel és szigorúan végrehajtott eszközökkel rendelkezikISO9001 és IATF 16949 tanúsítás.A gyártás során bármilyen minőségi probléma kiküszöbölhető.

Pontos szállítás
Első osztályú fejlett feldolgozó berendezésekkel rendelkezünk, amelyek hatékonyan biztosítják a gyors reagálást és a hatékony szolgáltatást.
Üzleti bemutatkozás
ZK különböző fémbélyegző szerszámok tervezésére és gyártására specializálódott, és jó a precíziós fémbélyegző alkatrészek előállításában.
Cégünk megalakulása óta folyamatosan fejlődik a professzionális tervezők és a többi munkatárs kemény munkájával. Napjainkban különféle hardveres bélyegzőszerszámokat és autóalkatrész-bélyegző szerszámokat tudunk gyártani, mint például progresszív szerszámozás, folyamatos húzószerszám, gépi kézi átviteli szerszám stb. Nagy tapasztalattal rendelkezünk a bélyegzőgépek 60 kapacitásától kezdődő szerszámok gyártásában. Rengeteg tonna800 tonna.
Jelenleg a szerszámfejlesztési üzletág tételeit tudjuk vállalni, különösen nagy tapasztalattal és kiforrott technológiával az autóalkatrészek és elektromos készülékek alkatrészeinek tervezésében és gyártásában. Sorozatos szolgáltatást nyújtunk szerszámok tervezésében, fejlesztésében, gyártásában és alkatrészgyártásban. Ügyfeleink fejlődő igényeinek kielégítése érdekében a korszerű gépeket és a szakképzett technikusokat időben importáljuk.
ZK mérje meg az alkatrészeket annak megállapítására, hogy az alkatrészek megfelelnek-e a szükséges tűréstartománynak, majd szállítsák azokat az ügyfelekhez tengeri/szárazföldi/légi és egyéb szállítási módokon, a különböző ügyfelek által igényelt különböző csomagolási módoknak megfelelően.